
Application Research of Diamond Abrasive Belt in Thermal Spraying Layer Grinding
Portable Electric Drill,Electric Drill Set,Electric Screwdriver Drill,Electric Impact Drill Ningbo Hoya Electronic Commerce Co., LTD , https://www.jauhitools.com
The hardness of high-hardness thermal spray coatings such as high-temperature alloys and special ceramics is generally above 1000 HV0.2, and the coating thickness is between 0.1 mm and 0.5 mm. The thermal spray coating is hard and thin. In the grinding process, due to the high hardness of the thermal spray coating, diamond grinding tools are often used. However, due to the use of diamond-solid grinding-grinding wheel grinding, not only the power consumption is high, the grinding temperature is high, the workpiece is easily burned, and the surface and intrinsic quality of the workpiece are affected. Moreover, it is necessary to regularly trim the grinding wheel and it takes time. The use of ordinary abrasive grinding wheels and abrasive belt grinding, because of its low hardness, its cutting efficiency is lower or difficult to grind (see Table 1, Mohs hardness table for various substances).
Table 1. Mohs hardness table for various substances 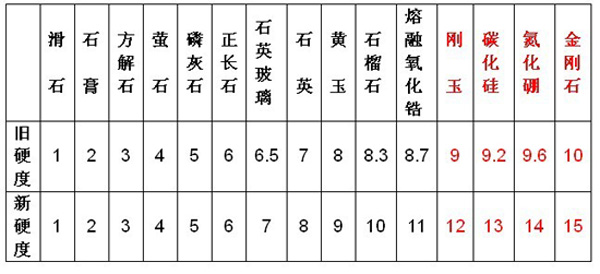
The surface quality of the diamond abrasive belt grinding workpiece is high, mainly in the phenomenon of small surface roughness, good residual stress state, and no micro crack or metallographic structure change on the surface. From the surface roughness point of view, the abrasive belt grinding has reached Ra0.01, which has achieved the effect of mirror grinding, and it is very easy to achieve the roughness value above Ra0.1mm. The test shows that when the other conditions are certain, when the linear speed of the abrasive belt is increased from 35m/s to 100m/s, the surface roughness of the grinding is reduced from Ra2.0μm to Ra1.5μm, and the precision is not achieved by ordinary abrasive tools. . Therefore, diamond abrasive belts and their derivatives are the best products for grinding high hardness thermal spray coatings. 
    Second, diamond sand belt grinding processing plan and grinding process selection
Diamond sand belt is mainly used for the processing of rolls and shafts. Diamond grinding discs and diamond impellers are mainly used for grinding and polishing of planes, curved surfaces and complex profiles.
    (1) Diamond sand belt grinding processing thermal spraying layer scheme 
540mm diameter × length 15m ceramic piston rod grinding processing plan
Process parameters of 540mm×length ceramic piston rod grinding process
Lathe model: 61125
Belt speed: 16m/s (1500rpm)
Belt specification: 60mm × 1950mm
Belt contact workpiece method: soft contact (non-contact wheel grinding)
Workpiece specifications: diameter 540mm × length 15m
Workpiece speed: 30 rpm
Grinding head speed: coarse grinding 60#, 200#, 2mm-3mm/rev; fine grinding 800#, 0.5mm-1mm/rev
Coolant: water
Workpiece spray material: ceramic coating
Spray coating thickness: 60μ
Initial roughness of spray coating: Ra0.4mm-0.6mm
Spray coating processing allowance: 25μ
After processing thickness of coating: 35μ 
 (II) Selection of grinding sandstone grinding process parameters 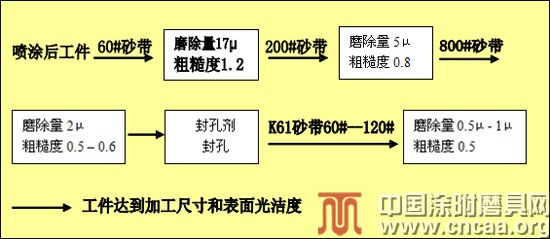
Figure 4, diamond abrasive belt grinding process flow chart
According to the above diamond belt grinding process (see Table 2, diamond belt grinding process parameter table), the grinding diameter of 540mm × length 15m ceramic piston rod, the grinding time is only 90 hours. In the first grinding process, due to the unreasonable design of the processing technology, the grinding time is as long as one month. 
    (III) Characteristics of diamond sanding belt grinding processing plan
1. Advantages:
(1) The equipment is simple, easy to operate, and does not require expensive special grinding machines. It can be installed on the lathe tool holder of common specifications to work.
(2) The grinding and polishing speed is fast, the efficiency is high, and the grinding effect is good.
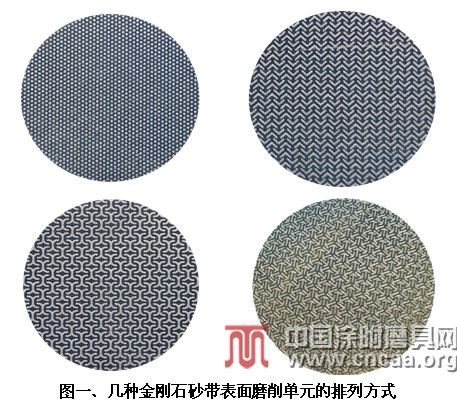
(3) Because of the special orderly arrangement of diamond particles on the surface of the diamond abrasive belt, the grinding is sharp and the chip removal is good, and no trimming is required. Processing requirements can be achieved by replacing abrasive belts of different sizes.
2, disadvantages:
The precision of such non-contact wheel grinding is slightly lower (in terms of cylindricity). If the contact wheel type grinding and polishing (contact wheel hardness 90) is used, the machining time can be greatly shortened and the machining precision of the workpiece can be achieved.
    (4) Determining the time and quality factors of processing:
1. The quality of the spray coating: the uniformity and roundness of the coating thickness, the uniformity and apparent quality of the surface roughness, the uniformity of the hardness, the porosity of the coating, and the microhardness.
2. Operator's operation level and operating habits: such as the feed pressure of the belt grinding head. 
Plane and curved thermal spray coating
Some of the most advanced grinding methods are used in automotive stamping dies, steam turbine blades and aerospace components.
Diamond impeller grinding plane and curved surface: installed on pneumatic and electric mill, rotating speed 10000 ~ 20000rpm, high grinding efficiency, good effect, flexible and convenient operation.
Diamond grinding disc grinding plane: It is used on pneumatic and electric angle grinders. It has fast grinding speed and good smoothness. Â
Diamond torque disc: 2 inches in diameter, 200#, 400# in high-speed pneumatic tools, tools, compact, flexible, fast loading and unloading.
Diamond impeller, grinding disc, torque disc product (see Figure 2, several common diamond abrasive belts and products) The most important characteristics of the grinding coating are: structural design flexibility, high hardness of diamond abrasive grains, sharp grinding, rigid and soft phase In addition, the coating will not be penetrated, and the surface is evenly polished and the consistency is good. 

Figure 8. After polishing with a 180-mesh diamond thousand impeller, Ra 0.6-0.7 
Figure IX, polished by 400 mesh diamond thousand impeller, Ra < 0.3 

    Third, the conclusion
At present, compared with advanced countries, China's thermal spray coating processing technology is still relatively backward. Most factories in China still use diamond grinding wheel and diamond film vibration polishing process, which has low efficiency and is processed by diamond abrasive belt. There is no corresponding belt machine tool to match it, which has become the bottleneck for the promotion of diamond belt grinding technology. We have developed a belt machine that successfully cooperates with the lathe. We believe that through our unremitting efforts, we will make our own contribution to the adjustment of the industrial structure and innovation of the thermal spray industry in China. (Author: Zhengzhou Reiter Diamond Belt Co., Ltd. An Jianmin)