
Process analysis of CNC milling part blanks (figure)
After the technical analysis of the part drawing, the technical analysis of the blank used (usually for sheet metal, casting free forging and die forging) should be carried out in combination with the characteristics of CNC milling. Otherwise, if the blank is not suitable for CNC milling, the processing will be It’s hard to go on; it can even lead to the consequences of abandoning the past. The lessons learned are not uncommon in practical work and should be given full attention. Based on experience, the following aspects should be used as the main points of the blank processability analysis: Third, analyze the margin size and uniformity of the blank.
Hight
Quality office paper cutter utility knife, with spare blades included,
SK5 forging, sharp edge, widened and thickened blades, 3 burst utility
knife, more convenient to replace the blade, thickened alloy blade,
still sharp after breaking, 11 Sectional
cutter head design, suitable for both household and industrial use,
suitable for fabric cutting, cardboard cutting, stationery cutting, and
plastic tube cutting. It is a must-have good helper for the home. The
rubber-coated type absorbs sweat and does not slip, automatically locks,
and is safe and efficient.
Knife Tools,Utility Knife,Box Cutter Knife,Stainless Steel Utility Knife Shang Qiu Runda Measure Tools Co,.Ltd , https://www.rundahandtools.com
1. Whether the machining allowance of the blank is sufficient, and whether the gross margin during mass production is stable.
The blank is mainly referred to as forging and casting. The amount of underpressure and the allowable modulus of error during die forging will cause the margin to vary. The casting may also be unable to fill the cavity due to sand error, shrinkage and fluidity of the metal liquid. Waiting for the balance to be equal. In addition, after forging and casting, the difference between the warpage and the amount of distortion of the blank also causes the machining allowance to be insufficient and unstable. In the general milling process, the above situation is often solved by the method of string borrowing when scribing. However, when using CNC milling, the secondary positioning will determine the "destiny" of the workpiece, and the automation of the machining process is difficult to take care of the problem of insufficient margin. Therefore, in addition to the sheet material, whether it is a forging, casting or profile, as long as it is prepared to use CNC milling, its processing surface should have a sufficient margin. Experience has shown that the most difficult to guarantee in CNC milling is the size between the machined and non-machined faces, which should be given special attention. In this case, if CNC milling has been determined or is ready, the necessary design changes should be made in advance or at the time of design, that is, the appropriate margin is added to the non-machined surface indicated on the part drawing. .
Second, analyze the adaptability of the blank in the installation and positioning.
Mainly to consider the reliability and convenience of the blank in the installation and positioning of the processing, in order to give full play to CNC milling in the installation of a lot of to-be-processed surface. The main consideration is whether to increase the clamping margin or the process boss to locate and clamp, where to make the process hole or whether to prepare the process lug to make the process hole. It is worth noting that for some workpieces that appear to be difficult to position or lack of positioning reference holes and positioning surfaces, as long as you think of a solution on the blank, you will be able to solve it. As shown in the workpiece shown in Figure c, when the upper and lower webs are machined and the inner and outer contours are missing, the clamping is difficult due to the lack of the positioning mounting surface. However, as long as two processing stations are added to the upper and lower ribs, the clamping of the workpiece can be better solved. Difficult problem. As shown in Figure d, the workpiece lacks the reference hole for positioning. It is difficult to ensure the positioning accuracy of the workpiece by other methods. If two process lugs are added at the position shown, the reference hole is formed on the lug. A satisfactory solution can be obtained. For added process bosses or lugs, they can be removed by machining after they have completed the positioning ampoules mission. 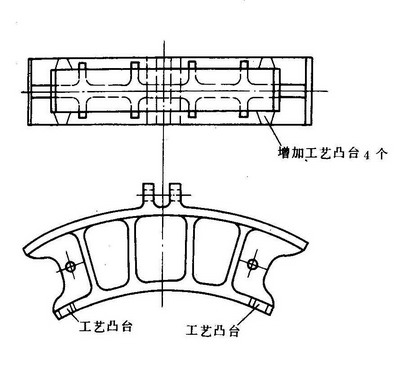
Figure c 
Figure d
It is mainly considered whether stratified cutting should be carried out during processing, and several layers of cutting should be carried out. The degree of deformation during processing and processing should also be analyzed to consider whether preventive measures and remedial measures should be taken. For example, for hot-rolled medium and thick aluminum sheets, it is easy to be deformed during processing and after processing after quenching and aging, and it is preferable to use a quenched slab after pre-stretching treatment.