
Progress in precision forging technology for tooth parts
In recent years, the gear industry has proposed the direction of developing gear anti-fatigue manufacturing technology. The precision forging gear base structure has high density, the metal flow line is reasonably distributed, and it is easy to obtain a suitable tooth shape, which is an important technical way to develop gear anti-fatigue manufacturing technology. Gear precision forging also has the advantages of high production efficiency, small equipment investment, and high material utilization rate, which is conducive to cost reduction and efficiency increase of gear production. In addition, the market demand for industries such as automobiles and construction machinery that use gears in large quantities has also promoted the continuous development of gear precision forging technology. In 2008, the author published a paper on the precision forging technology of gear forgings for automobiles. After five years, the related technology has developed rapidly. This paper mainly introduces the recent progress of precision forging technology for tooth parts. 1. Straight bevel gear hot precision forging technology The bevel gear transmission is a kind of gear transmission for transmitting motion and power between two intersecting axes of space. The teeth of the gear are distributed on the truncated cone, and the tooth shape gradually becomes smaller from the big end to the small end. For the convenience of calculation and measurement, the big end parameter is usually taken as the standard value. The angle between the two axes of a pair of bevel gears is called the shaft angle. The value can be arbitrarily selected according to the needs of the transmission. In general machinery, more than ° = 90 °. Straight bevel gear drive is shown in Figure 1. Straight bevel gear precision forging process has been used in the production of planetary bevel gears and semi-axle bevel gears for mass production of automobile and tractor differentials, as well as bevel gear manufacturing processes in agricultural machinery and engineering machinery transmission boxes, after hot precision forging The tooth profile accuracy is 8 grades and can be used directly without machining. The comparison of the production process of planetary bevel gear cutting and precision forging is shown in the following table. Comparison of two production processes Straight bevel gear hot forging process has been applied for many years. The main process in the early stage is open die forging with a friction press. In order to ensure that the tooth shape can be completely filled, it is generally required to pre-forge, final forge and subsequent two-cut edge. Can be completed. A large number of hot forging forming warm forging and finishing two fire forging process, the process flow is: cutting → heating → upsetting → pre-forging → cutting edge → cleaning → final forging → cutting edge → air cooling, inspection → human library . Its device configuration is generally: (1) High-speed band saw for billet making, sand blasting machine. (2) Heating 4000Hz, 160kW medium frequency induction heating furnace. (3) Upsetting 800kN open press. (4) Pre-forged 3000kN friction press. (5) Cut the flying side 1600kN open press. (6) Final forging 3000kN friction press. (7) Secondary cutting edge 1600kN open press. (8) Stacked cold storage bins. In recent years, in order to save human resources and improve production efficiency, the company has developed automatic precision forging gear technology and equipment on hot forging presses. The main process flow: cutting → heating → upsetting → pre-forging → final forging → cutting Side → air cooling, inspection → people library. Multi-station die forging and trimming are carried out by a hot forging press. The step beam is used for the transfer between the steps and the medium frequency induction heating device can realize the unmanned production process. Its process route is shown in Figure 2. Figure 3 shows the hot forging gear working site using the walking beam manipulator to complete the automatic operation. The equipment is a 16MN hot forging press automatic forging production line designed and developed by Beijing Institute of Mechanical and Electrical Engineering. It is installed in Jiangsu Spaceship Co., Ltd. For more details, please see the attachment or Metal Processing (Hot Processing), Issue 19, 2013.
We manufacture lapidary equipment suitable for the hobbyist, to professionals. Redwood machines are highly thought of in this field.
Two aluminium 150/ 200mm lapping plates
Drip taps for coolant
Two stepped pulleys giving 3 speed combinations
Precision shaft on self-centring ball bearings for durability and ease of maintenance
Provision for two 203/150 x 25.4mm wide wheels
Adjustable Aluminium work rests
Rugged construction finished in baked enamel
Bench tray with convenient drainage outlet
Supplied with one tapering polishing mop spindle
Specialised Tapered Spindles
We design and manfuacture all types of tapered spindles for any type of machine. Types of tapered spindles we produce are.
RH and LH stainless steel or mild steel tapered spindles 25mm to 50mm coarse thread or fine thread
Metric or Imperial internal threads
Long series and short series tapered spindles
Hexagon and round bodied tapered spindles
Diamond Lapidary Glass Grinder Polisher and Saw Lapidary Grinder Polisher, Lapidary Cab King Grinder, Lapidary Cabbing Grinder, Diamond Lapidary Arbor, Diamond Trim Saw, Diamond Slab Saw, Diamond Cutting Saw Hans Superabrasive Material Co., Ltd. , http://www.hansuperabrasive.com
Figure 1 Straight bevel gear transmission 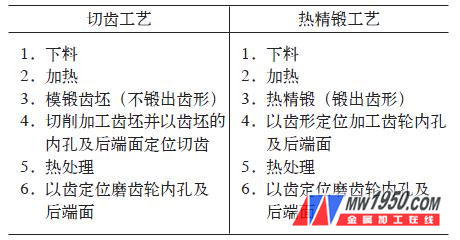

Figure 2 Process of hot precision forging gear parts 
Figure 3 Straight bevel gear hot precision forging production line