
31CrMoV9 ring gear ultra-deep deep gas nitriding process
Camlock Type Dp,Camlock Fitting Type Dp,Plastic Camlock Fittings Type Dp,Pp Camlock Quick Coupling Type Dp Cixi Chengtuo Hardware Parts Factory , https://www.ibccoupling.com
Table 2 Process requirements for ring ring nitriding in 31CrMoV9 wind power speed increase box 
Note: The above items are all in accordance with GB/T 11354-2005 steel parts nitriding layer depth measurement and metallographic examination.
Table 3 31CrMoV9 nitriding process test plan 
Note: KN is the nitrogen potential value, and the nitrogen potential value is a parameter for characterizing the nitriding ability of the atmosphere, and has a corresponding relationship with the commonly used ammonia gas decomposition rate. 
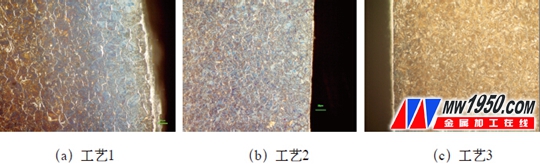
Figure 1 Metallographic organization of each process plan (500×) 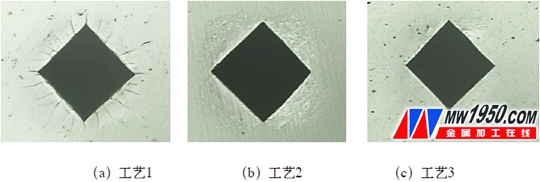
Figure 2 Brittleness comparison of each process plan (100×)